
Your product inspection report isn't just a quality checklist; it's the only financial leverage you have before your capital is locked in a shipping container. You've likely felt the intense pressure from a factory manager to approve a shipment despite a "Pending" result. Perhaps you've stared at a complex AQL table wondering if a few defects represent a minor hiccup or a total financial loss. It's a high-stakes moment where confusion often leads to operational friction and damaged reputations.
Learning how to read a product inspection report with the precision of a seasoned auditor is essential for modern risk mitigation. This guide provides a clear decision-making framework to help you identify critical red flags before ownership and risk transfer to you. We'll examine the latest ISO 2859-1:2026 standards and specific defect classifications; this data-driven approach gives you the confidence to demand rework or discounts whenever quality falls short of the mark.
Key Takeaways
- Identify the high-risk "Pending" status in the executive summary to prevent the shipment of defective goods before they leave the port.
- Master the technical nuances of how to read a product inspection report by understanding AQL tables and distinguishing between minor imperfections and deal-breaking critical defects.
- Validate product performance through on-site functionality tests and verify that packaging can withstand international transit using the Carton Drop Test.
- Transition from data analysis to action by using inspection findings as objective evidence to negotiate rework or price credits with your supplier.
The Anatomy of a Professional Product Inspection Report
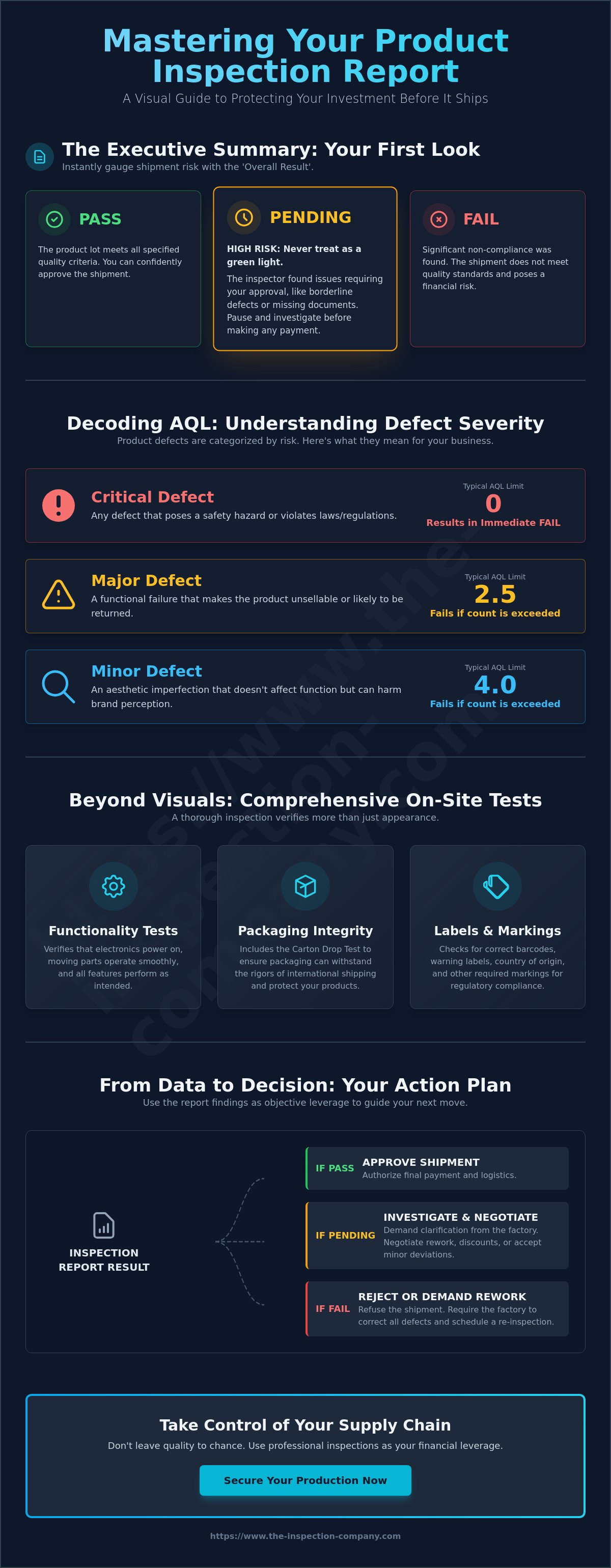
A product inspection report is a formal document used to verify order specifications before final payment. For importers, this document serves as the primary safeguard against financial loss and operational friction. When you learn how to read a product inspection report, the first page you should examine is the Executive Summary. This section provides a high-level risk assessment, allowing you to quickly determine if the shipment meets your standards or requires immediate intervention.
The "Overall Result" is the most critical field. A "Pass" indicates the lot meets your criteria, while a "Fail" signals significant non-compliance. However, the "Pending" status is often the most dangerous. It means the inspector encountered issues they can't unilaterally approve, such as missing documentation or borderline defects. Never treat "Pending" as a green light; it's a signal to pause and investigate. You must also verify general information to ensure the report's integrity. Look for:
- The factory name and location to ensure no unauthorized sub-contracting occurred.
- Total quantity produced versus the quantity ready for inspection.
- The sample size, which is determined by statistical sampling methods defined in standards like ISO 2859-1:2026.
If the sample size is too small, the data isn't statistically significant. This creates a blind spot that could lead to shipping defective goods. Understanding these metrics is essential for maintaining control over your supply chain.
The Importance of Real-Time Reporting in 2026
In the high-stakes environment of 2026, speed is as vital as accuracy. Digital platforms like the TIC Quality Platform allow for immediate decision-making by providing data as it's collected on-site. Why wait more than 24 hours for a PDF? A delay in reporting can jeopardize your shipping window and reduce your leverage. Instant access to data ensures you maintain control, preventing costly delays and ensuring your container leaves the port on your terms.
Decoding AQL Tables: Critical, Major, and Minor Defects
Once you've reviewed the executive summary, you must dive into the statistical data. Mastering how to read a product inspection report requires a firm grasp of the Acceptable Quality Limit (AQL). For most importers, a 100% inspection is rarely feasible due to the prohibitive cost and production delays. AQL provides a statistically sound method to judge a massive production lot based on a representative sample. This system categorizes defects into three distinct levels of severity.
- Critical Defects: These involve safety hazards or legal non-compliance. Federal law requires strict adherence to safety standards for consumer goods. Any critical defect typically results in an immediate "Fail" for the entire shipment.
- Major Defects: These are functional failures that render the product unsellable. If a power tool fails to start or a garment is the wrong size, it's a major defect. End consumers will likely return these items.
- Minor Defects: These are aesthetic imperfections, such as small scratches or slight color variations. They don't affect the product's function but can damage your brand perception if the defect rate is too high.
Your report will list the number of defects found against the maximum allowed for each category. If the count exceeds the limit, the lot fails. If you're unsure how to set these limits for your specific product, you can speak with our team to establish a realistic quality standard.
The "Pending" Trap: When the Decision is Yours
A report might be marked "Pending" even if the defect count stays within AQL limits. This occurs when an inspector finds an unexpected factory deviation or a discrepancy from your approved "golden sample." It's a strategic pause that shifts the burden of risk back to you. You must determine if the deviation is a deal-breaker for your customers. Using a resource like our guide on Understanding Product Defects allows you to set clear tolerance levels before the inspection begins. This proactive approach prevents the factory from pressuring you into a quick approval of sub-par goods.
Beyond Visuals: Functionality, Packaging, and Labelling
Aesthetics are only one part of the quality equation. Understanding how to read a product inspection report involves looking past surface-level scratches to ensure the product performs its intended function. On-site functionality tests are critical. These tests verify that electronic components power on, moving parts operate smoothly, and battery lives meet specifications. If an inspector cannot verify performance, the risk of a total loss increases once the goods arrive at your warehouse.
Packaging verification is equally vital for risk mitigation. The Carton Drop Test remains the industry standard for ensuring your goods survive the rigours of international transit. This test involves dropping a master carton from specific heights and angles to check for structural integrity and internal product damage. A failure here often predicts high return rates and damaged inventory. You must also verify quantity. Factories occasionally engage in "short shipping" to cover production errors. A professional report will confirm the exact count before the container is sealed, protecting your investment from intentional shortages.
Incorrect labelling is a frequent cause of customs delays and financial penalties. Your report should document that all shipping marks, country of origin labels, and safety warnings are present and accurate. To secure your shipment against these operational friction points, consult with our technical team before your next production run.
Specialized Requirements for Amazon FBA Sellers
For those selling on marketplaces, an Amazon FBA Inspection requires even stricter criteria. Amazon is notorious for rejecting shipments due to unreadable FNSKU labels or master cartons that exceed weight limits. Your inspection report must explicitly confirm that every barcode scans perfectly and that packaging dimensions comply with Amazon's latest requirements. Ignoring these details results in costly warehouse "prep" fees or, worse, the total rejection of your shipment at the fulfilment centre.
Turning Your Report into Action: Approve, Reject, or Re-work?
Receiving the data is only half the battle. The true value in knowing how to read a product inspection report lies in your ability to interpret defect patterns and take decisive action. You must first determine if the results indicate a systemic factory issue or a localized, one-off error. A systemic problem, where defects appear consistently across different samples, suggest a fundamental flaw in the production process. Conversely, isolated defects might be easier to manage through targeted sorting.
This report is your primary piece of financial leverage before final payment. If the quality is sub-par but the goods remain sellable, use the documented findings as objective evidence to request price credits or discounts. Factories are often more willing to negotiate a lower price than to absorb the cost of a full production re-work. However, if the defects compromise safety or core functionality, do not compromise. Demand that the factory sorts the lot and fixes every defective unit at their own expense.
The final procedural stage is issuing the Draft Inspection Certificate. This document acts as your formal authorization for the factory to book the shipment and move the goods to the port. Never issue this certificate until you have clear, verified evidence that all non-conformities are resolved. It's your final gatekeeper against operational friction and financial loss.
The Role of Re-Inspection and Product Sorting
Total rejection isn't always the most efficient path, especially when you have tight retail deadlines. In many cases, a Product Sorting & Rework Service is a superior investment. By having a meticulous third party isolate the acceptable units from the defective ones, you can still secure a portion of your shipment. It's a standard industry expectation that the factory covers the costs of any re-inspection following a "Fail" result. This proactive approach holds the supplier accountable for their errors while ensuring your supply chain remains moving and your investment is protected.
Take Command of Your Quality Management
Your ability to interpret quality control data is the primary barrier between a profitable shipment and a total financial loss. By mastering how to read a product inspection report, you've gained the technical tools to decode AQL tables, verify critical packaging integrity, and hold your factory accountable during high-stakes negotiations. You no longer have to rely on a supplier's verbal assurances; you now have objective, fact-based data to drive your final decision-making.
Effective risk management requires a partner who understands the operational friction of international trade. With European management and over 25 years of experience in Asian quality management, we provide the transparency you need to secure your capital. Our network of more than 700 certified inspectors ensures your goods are scrutinized under rigorous standards, with detailed reports delivered within 24 hours. This speed and precision allow you to maintain your shipping window without compromising on quality.
Don't leave your investment to chance. Secure your next shipment with a professional Pre-Shipment Inspection report and move your goods from the factory to the port with absolute confidence. Your supply chain deserves the protection of meticulous oversight.
Frequently Asked Questions
What is the most important section of a product inspection report?
The Executive Summary is the most critical component because it provides an immediate Go or No-Go decision based on the overall inspection result. This section consolidates complex data from AQL tables and functionality tests into a single, actionable status. It allows you to identify high-risk shipments quickly without initially digging through hundreds of detailed photos or technical measurements.
Can I still ship my goods if the report result is "Pending"?
You can technically authorize a shipment with a "Pending" status, but doing so carries significant financial risk. A "Pending" result indicates that while the lot might meet AQL limits, the inspector discovered deviations from your approved sample or specific requirements. Before approving the shipment, you must review the specific non-conformities documented in the report to ensure they aren't deal-breakers for your customers.
How do I know if the inspector actually checked my products?
Professional reports include time-stamped photo evidence of the inspection process, including the sampling, testing, and packaging stages. Meticulous documentation of specific defects, accompanied by clear images and detailed descriptions, proves the inspector was physically present. Learning how to read a product inspection report effectively involves cross-referencing these photos with the reported defect counts to ensure data integrity and transparency.
What should I do if the factory refuses to re-work defective items?
If a factory refuses rework, you must use the inspection report as objective evidence to negotiate a price credit or discount that offsets the loss of defective units. If the defects are critical, you may need to withhold final payment until a third-party sorting service isolates the sellable inventory. This approach maintains your leverage and prevents the supplier from passing their production errors onto your balance sheet.
How many defects are considered "normal" in a Pre-Shipment Inspection?
The number of "normal" defects is strictly defined by your chosen Acceptable Quality Limit (AQL) standards. In most international trade scenarios, it's standard to allow zero critical defects. Major defects are typically capped at an AQL of 2.5, while minor defects often have a limit of 4.0. The exact number of units allowed depends on your total lot size and the sampling level used during the inspection.





